
- English
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик

Các sản phẩm









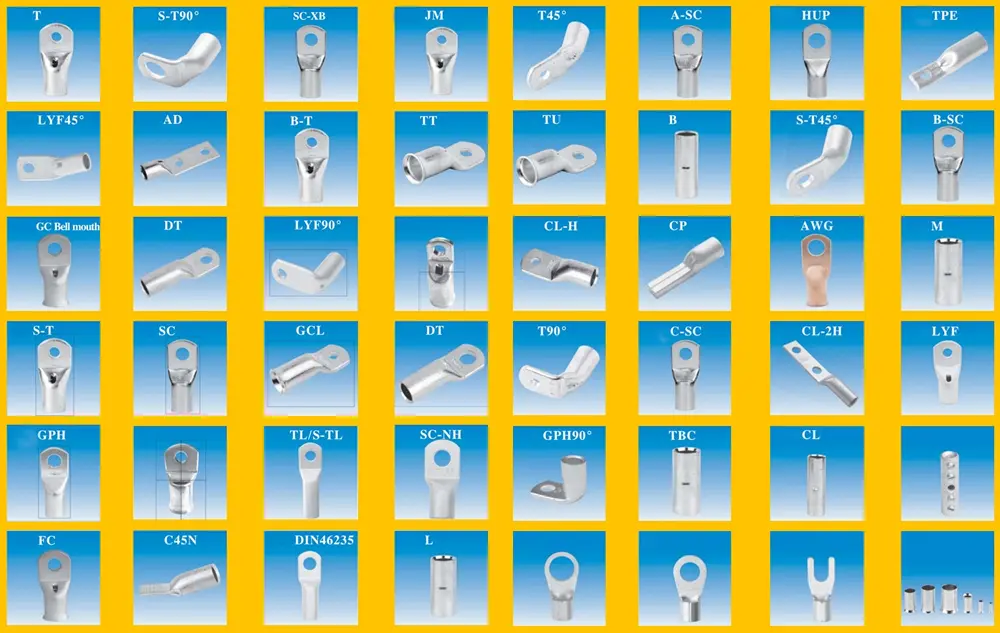
Đầu nối uốn
Tại Trung Quốc, Công ty TNHH Công nghệ Thông minh Hạ Môn Hongyu hỗ trợ tùy chỉnh các bộ phận tiêu chuẩn/phi tiêu chuẩn của Đầu nối uốn và có hơn 17 năm công nghệ chuyên nghiệp trong thiết kế khuôn phần cứng và sản xuất sản phẩm dập. Độ dày xử lý tối thiểu của Đầu nối uốn có thể đạt tới 0,08mm, với tay nghề tuyệt vời và không có gờ.
Gửi yêu cầu
Mô tả Sản phẩm
Đầu nối uốn là một thành phần chuyên nghiệp được thiết kế bởi Công nghệ thông minh Hạ Môn Hongyu dành riêng cho việc kết nối dây và thiết bị đầu cuối. Với vật liệu có tính dẫn điện cao và cấu trúc chính xác, nó đã giải quyết được các vấn đề về độ tin cậy của kết nối trong sản xuất bộ dây điện. Sản phẩm này là sự lựa chọn đáng tin cậy cho khách hàng nước ngoài cần các linh kiện kết nối điện. Là nhà cung cấp trong lĩnh vực gia công kim loại và kết nối điện, chúng tôi có thể cung cấp cho khách hàng các sản phẩm và dịch vụ chất lượng cao để tạo điều kiện thuận lợi cho việc kết nối mạch.
kiểm tra tình trạng vành
Chất lượng uốn của thiết bị đầu cuối phần cứng dập là yếu tố chính đảm bảo hiệu suất kết nối cuối cùng. Các bộ phận dập đầu cuối có bị hỏng hay không, các bộ phận dập đầu cuối có bị uốn cong hay không, lớp cách điện bên trong cửa sổ đầu cực có còn nguyên vẹn hay không nhưng khu vực uốn dây không được cách điện, liệu dây có bị thủng ở khu vực uốn lớp cách điện hay không, uốn mép có chính xác hay không, bàn chải có nhìn thấy được sau khi uốn dây hay không, bàn chải có nằm trong khu vực kết nối hay không và có lỗ hình nón hay không. Giá trị đo micromet tại điểm uốn cách điện có nằm trong phạm vi dung sai hay không cũng có thể xác định liệu uốn tình trạng là tốt.
Cần phải kiểm tra xem các đầu cuối phần cứng của khuôn dập có được uốn chính xác hay không. Dù là uốn thủ công hay uốn bằng máy thì mỗi điểm kết nối đều cần được kiểm tra cẩn thận. Việc uốn không đúng cách có thể rút ngắn đáng kể tuổi thọ của các đầu nối bị uốn và thậm chí gây ra các mối nguy hiểm về an toàn.
Do dung sai đường kính dây khác nhau đối với từng loại đầu nối và thông số kỹ thuật, phép đo độ dày tại điểm uốn đường kính dây có thể được sử dụng làm chỉ số tham chiếu. Đường kính dây không phù hợp không chỉ rút ngắn tuổi thọ mà còn có thể dẫn đến kết nối không ổn định, đứt nhanh và cuối cùng gây tổn thất.
Công nghệ chế biến
Vật liệu chính của thiết bị đầu cuối phần cứng dập chủ yếu là đồng thau H62, không có yêu cầu đặc biệt. Chất liệu của lò xo trống vương miện chủ yếu là đồng berili. Không phải tất cả các vật liệu đều phù hợp để mạ vàng. Vì vậy, trước khi mạ vàng, người ta mạ một lớp niken trước để đảm bảo hiệu quả mạ vàng. Các tiêu chuẩn thông số kỹ thuật thông thường đối với mạ vàng gốc niken là độ dày lớp niken là 50 đến 80μm, độ dày lớp vàng là ≥2μm và độ tinh khiết của vàng được sử dụng là ≥99,8%. Cuối cùng, dán một lớp màng bảo vệ chắc chắn; Bề mặt của sản phẩm phải nhẵn, không bị oxy hóa để đảm bảo tính thực tế và không có các gờ để tránh sản phẩm bị lỏng do các khoảng trống của gờ không bị nén. Để đảm bảo chất lượng sản phẩm, trên phần cứng không được có vết dụng cụ, vết kẹp hoặc cạnh sắc. Chúng tôi có các yêu cầu về chất lượng có độ chính xác cao và không chỉ định dung sai ± 0,02.
Đặc điểm kỹ thuật mạ điện
|
Sản phẩm |
Đầu nối uốn |
|
Yêu cầu về ngoại hình |
Không bị oxy hóa, ố vàng, đen, xanh, tím, móc, chân không đều hoặc các khuyết tật khác. |
|
Hiệu suất mạ |
Đế niken đầy đủ: 50-80 μ". Mạ vàng: 1 μ". Điểm đo ở cả hai bên: 3 mm. |
|
Chịu nhiệt độ cao |
Phải chịu được nhiệt độ 260°C trong 5 giây mà không bị đổi màu, đen, vàng, phồng rộp hoặc bong tróc. |
|
Kiểm tra độ hàn |
Độ bao phủ của mối hàn phải trên 95%. |
|
Thử nghiệm phun muối |
Đã thử nghiệm với dung dịch muối 5% ở 35°C trong 24 giờ. Không cho phép quá trình oxy hóa, làm đen hoặc các khuyết tật khác. |
|
Kiểm tra độ bám dính (Kiểm tra vỏ) |
Không bong tróc lớp phủ trên bề mặt cong. |
|
Tuân thủ môi trường |
Tất cả các lớp mạ phải tuân thủ các yêu cầu ROHS về môi trường xanh. |
|
Mạ các khu vực quan trọng |
Tất cả các điểm đo và bề mặt đo được chỉ định phải được mạ theo thông số kỹ thuật (những khu vực này rất quan trọng đối với khả năng hàn và độ dẫn điện). |
Thẻ nóng: Đầu nối uốn, Trung Quốc, Nhà sản xuất, Nhà cung cấp, Nhà máy, Báo giá, Chất lượng
Thẻ sản phẩm
Danh mục liên quan
Gửi yêu cầu
Xin vui lòng gửi yêu cầu của bạn trong mẫu dưới đây. Chúng tôi sẽ trả lời bạn trong 24 giờ.








